 I n d u s t r i a l C o m p l i a n c e S o l u t i o n s L t d
I n d u s t r i a l C o m p l i a n c e S o l u t i o n s L t d
Unit 4, 21 Railside Place
Dinsdale
Hamilton 3200
Ph: 027 702 7654
Email: [email address]
Ref: 100456v2
27th January 2022
Mitchell Daysh Ltd
PO Box 300 673
Auckland 0752
Attention: Craig Mathieson
Dear Craig
Technical memorandum – Air Quality Assessment – ATR Pyrolysis Trials
As requested by Rainbow Mountain Renewable Energy Limited (“RMRE”), this letter provides
an assessment of the potential discharge from the stack of the anaerobic-thermal-reduction
(“ATR”) plant during the proposed 6-month period at the site located at 216 State Highway 38,
Waimangu (“the site”).
1
Introduction
The trials will involve the use of an ATR pyrolysis plant to process automotive shredder residue
(“ASR”) into a usable end products, being oil and carbon black. Oil and carbon black will be
transported offsite daily for use at Oji’s Kinleith Processing Plant in Tokoroa, and Allied
Asphalt’s Plant in Rotorua, respectively.
During the 6 month period the plant will undergo no load testing and in load testing.
• ‘No load’ testing involves operating the ASR pyrolysis plant with no ASR material, the
purpose of which is to ensure that the plant is operating safely prior to introducing ASR
material. This will be undertaken approximately 40% of the time.
• ‘In load’ testing will involve processing of ASR material, and thus will result in
discharges to air, as discussed in this air quality assessment. The ‘in load’ testing is to
introduce different types of ASR material (i.e. different plastics etc) to see and monitor
how the ASR pyrolysis plant reacts to this material. Optimisations to the process can
then be made based on results. This will be undertaken approximately 60% of the
time.
The ATR pyrolysis plant will be located within an enclosed area within the site, with the stack
being approximately 15m above ground level. Emission from the process will be treated via a
three stage treatment detailed in Section 4.
ATR Pyrolysis of ASR has not been undertaken in New Zealand; ATR pyrolysis trials are
therefore proposed to demonstrate a full-scale metal recovery operation and provide baseline
data that can be utilised to inform a future resource consent application for full-scale resource
recovery operation.
The trial will include extensive emission monitoring of the process exhaust gases to confirm
the performance efficiency of the proposed emission control equipment.
2
The existing environment
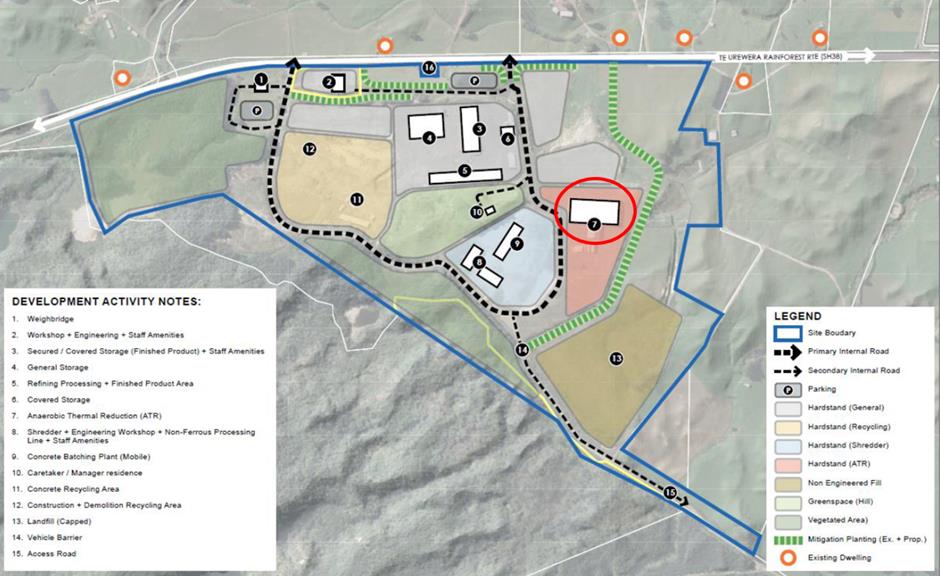
A detailed description of the existing environment is provided in the Assessment of
Environmental Effects (“AEE”) prepared by Mitchell Daysh Limited. The location of the ATR
Pyrolysis plant within the site is shown in Figure 2.1 below.
Figure 2-1: Proposed location of the ATR Pyrolysis plant (red circle) within the site
3
ATR Processing of ASR
A description of the ATR pyrolysis process has been provided by Dr Feng Gau, Technical
Director of RMRE, and is briefly summarised below.
ASR is a random mixture of many plastics, natural and synthetic rubbers, glass, wood, dirt, and
stones. The plastics may include polyvinyl chloride (“PVC”) and (in minute amounts)
polytetrafluoroethylene (“PFTE”).
The ATR process will thermally decompose the ASR material under heat and pressure (in the
range 350-650°C), in the absence of oxygen.
Processing chlorinated plastics using heat liberates the chlorine molecule which will connect
readily to hydrogen to form hydrochloric acid. Processing PTFE using heat will liberate the
fluorine molecule which also will connect with hydrogen to form hydrofluoric acid.
The ATR process operates in the range 350-650°C to create the primary vapour which travels,
under convection induced flow, to simple water-cooled condensers. These change the hot
hydrocarbon (primary) vapours to condensate (oil) and non-condensable gas (syn-gas).
4
Risks and Mitigation
The risks and mitigation described by Dr Feng Gau are summarised below.
Having acids present in the primary vapour brings two risks to the operation.
•
Corrosion of metals (except 316 stainless steel); and
•
Further conversion of HCL and HF to dioxins and furans
Treating the syngas to eliminate the acids before combustion (oxidization) in the heater
burners is an essential mitigation strategy to prevent the inadvertent generation of dioxins and
furans.
The mitigation strategies proposed are.
•
Dry scrubbing of the primary vapour using sodium bicarbonate in a dry scrubber.
Dry scrubbing of the primary vapour will eliminate the corrosion risk and
eliminate the risk of the acid gases progressing to oil and/or syngas.
•
Wet scrubbing of the post-combustion flue gases in two steps - acid then alkali.
This will remove particulate material, sulphur dioxide and metals from the
exhaust gases.
•
Catalyst treatment of the final flue gas to remove any residual organic compound
and reduce NOx levels.
It is expected that these controls will reduce the levels of contaminants to a level where any
adverse effects will be less than minor.
4.1
Potential discharges
Dr Fen Gau anticipates the potential discharge from the ATR plant stack is likely to be
equivalent to a modern internal combustion engine running on LPG, with the resultant exhaust
plume being:
•
free of particulate due to the wet scrubbing; and
•
free of any carcinogenic and/or mutagenic compounds; and
•
low in temperature.
These assumptions are based on the emission control system working as designed and no
upsets in the pyrolysis process. Evidence from similar operations would indicate that this can
be achieved however the systems can be problematic if not designed correctly and well
maintained.
4.2
Monitoring proposed
To confirm the effectiveness of the proposed emission controls over the 6-month trial period, I
propose the following monitoring conditions to be included as conditions of the discharge
permit:
For each trial ‘in load’ operational scenarios, emission testing will be conducted for the
following contaminants:
•
Particulates (PM10 and PM2.5)
•
Volatile organic compounds (VOCs)
•
Poly aromatic hydrocarbons (PAHs)
•
Acid gases (HCl and HF)
•
Heavy metals
•
Dioxins and furans.
The sampling will be undertaken by an IANZ accredited provide and analysis completed by an
IANZ accredited laboratory. Sampling methodology will be USEAP method or equivalent and
approved by the Regional Council.
RMRE will provide a detailed monitoring program to the Regional Council before commencing
the 6-month trial period.
5
Conclusion
Based on the information provided by Dr Feng Gau, I consider the discharges from the ATR
stack during the 6-month trial period will be less than minor for the following reasons.
•
The short duration of the trials and the remote site location.
•
40% of the trial will involve the plant operating under ‘no load’. This will result in
no discharge of contaminants as no ASR material is being processed.
•
Being a trial, the process will be under a high level of scrutiny and operational
control.
•
Appropriate emission control equipment has been proposed for the project; and
•
A high level of emission monitoring to be undertaken during the trials.
Data collection from this trial will also from the foundation for a longer-term air discharge
consent application and will be used in atmospheric dispersion modelling.
This report has been prepared for the benefit of Rainbow Mountain Renewable Energy Limited
with respect to the particular brief given to us and it may not be relied upon in other contexts
or for any other purpose without our prior review and agreement.
If you have any further queries, please do not hesitate to contact Brent Kennedy on ph: 027
702 7654 o
r [email address].
Yours sincerely
Brent Kennedy B.Sc (Chem) M.Sc (Mat. & Proc Eng), CAQP
Principal Scientist
28-Jan-22
https://icsweb.sharepoint.com/sites/industrialcompliancesolutionslimited/shared documents/clients - projects/rainbow mountain/100456 - air quality assessment letter
report 240122.docx